ĥ�����ɿ���������������ձ���Э������ʽ��������²�Ʒ���ò�Ʒ���ձ���Э�������о�������ĥ���ڱڸ�������֮�����ײ������������Ƶ�����Զ��������ġ�ͨ�����ĥ���ڲ���������ֱ�۷�Ӧĥ�����ء����ء���ճ���쳣״̬�������Զ����ֶ������ڿ���ԭ���������ﵽĥ�������������ġ���߲�Ʒ������Ŀ�ġ������������DZ������γ�ĥ�����ɿ���ϵͳ��
1��1ϵͳ��������ͼ1��
ͼ 1
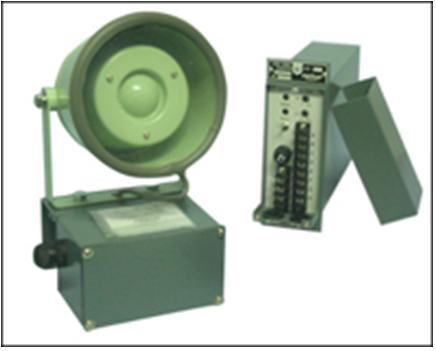
��2�� ��Ƶ����������ͲSLD��01��
2��1����
��Ƶ����������Ͳ���������ɼ�ĥ����ĥʱ���ϲ�����������Ƶ���������ź�������Ƶ�źű任����
2��2���
�������ͺţ�MA-15T
�迹��2K����5W��
Ƶ�ʣ�500Hz ~ 5KHz
������Լ3 kg
2��3��װ
2��3��1����װλ��
��1��������ͼ2�� ͼ 2
һ�ң�Ͷ������м�ڰ������
A��B=1��1
���ң����м�ڰ���ų���֮��
�ֳ����ȷݣ������ų���
1/3λ�á�
��2����Բ�ܷ��� �� =30�㡫 40��
��3����ĥ������Ƶ������֮�����
d=200mm
����ͼ3��
2��3��2��װ
��Ƶ�������İ�װλ���൱��Ҫ��
����ע��Ҫ����ȷ������λ�ã�����
�ܰ�װ���ܹ�ȷ����ĥ�����ɺ�
����״̬��λ���ϡ���Ƶ�������İ�
װλ����ĥ���IJ����������ͬ���� ͼ 3
������Ҫ��װ��
��1������Ƶ�����������ܽӽ�ĥ����
��Ҫ�����˨�����ס�ä����ϰ�
�
��2������Ƶ���������ʺϰ�װ��ĥ
����Բ�ܷ�����תʱ����������ʱ��
λ�á���ͼ4��ʾ
2��3��3��װʱ��ע������
��1����������Ҫ��װ�ι̣����ܻζ���
��2����������Ϊ��ֹ�ҳ���ˮ�Σ�Ҫ
�÷������������ϡ���C��30��m��
��3���������ҳ���ˮ�Σ��������
�����ã���������Ƶ�źű任
�����͵��źŲ���˥����
��4���������ֱ������������������
���źŲ����ڳ�ִ��ݣ�����
����Ӧ���������� ͼ 4
2��4����
��Ƶ����������Ƶ�źű任��֮��ĵ��±���ʹ��2�����ε��£��ź����벻Ҫ�͵�Դ�߽�����ƽ�в��ã�Ҳ��Ҫ��ͬһ�ܡ�����ź�Ϊ�͵�ѹ�źţ�����ʱ��ע�⣬���
���ݾ���Ϊ300m��
��3�£���Ƶ�źű任�� ��ASC��02��
3��1 ����
��Ƶ�źű任����һ�ֽ�ĥ����ĥ��Ƶ��ǿ��ת����ģ���źŵ�װ�á�������Ƶ����������ʹ�ã�Ҳ�ɺ���������������ʹ�ã������Զ�����ĥ�����ɵ�����ϵͳ��
3��2 ���
��1���������źţ�0 �� 500 mV p��p
��2��������źţ�4 �� 20 mA D.C.
��3��������������λ0 �� 100 % ������λ0 �� 100%
���������·���缫�����������ڱ���״̬ʱ��ͨ��
�ֵ��30 V D.C. ��500 mA
��4������λ��������20 % �ɵ�
��5������Ӧ���ʣ��������Ὺ�أ� 1���У�ʱ�䳣��Լ 4�룩
0���죨ʱ�䳣�� 0�룩
2������ʱ�䳣��Լ8�룩
��6������ѹ��220V AC��10% 50/60Hz 15VA
��7����������Լ2.5�K
��8�����ṹ����װ��Ԫʽ�ṹ
������������װ֧�ܡ�����ͼ
3��3����
�����������źź�����ź����ɷ�������ϵ�����������ź�����������źż�С��
3��4����
�ж� ������תʱ��ASC����źż��٣��ж�����
20
��
��
�� 12
��
��mA��
4
0 ��mV p��p��
�����ź�
��λ ��λ������ת��������ӵ���Ӱ��жȣ����ݶ�λ�ı�������Ե��� ����������⼶�𡣣��ɱ���ڡ�20%���ϣ�
20
��
��
�� 12
��
��mA��
4
0 ��mV p��p��
�����ź�
���� �����ش�0ת��1����2�������˥����ͨ����������趨��2��
|
����� |
��ʱ�� |
|
1 |
Լ4�� |
|
0 |
0�� |
|
2 |
Լ8�� |
3��5���ߣ���ͼ5��ʾ
ͼ5
(�豸��ۼ��ߴ���ͼ6��ʾ)
3��6ʹ�ñ������:
��ͼ7��
ͼ 7
ͼ7 |