ΑϋΟΉά’Υ≈ΖΰœΒΆ≥‘ΎΖ…ΦτΜζ…œΒΡ”Π”Ο
…œΚΘΗΏΆΰΩΤΒγΤχΦΦ θ”–œόΙΪΥΨ ¬ά“Μ
’Σ“ΣΘΚ±ΨΈΡΫι…ήΝΥΑϋΟΉά’ΙΪΥΨΒΡΥ≈Ζΰ«ΐΕ·œΒΆ≥Θ§Ά®Ιΐ’κΕ‘Ζ…Φτ”Π”ΟΩΣΖΔΒΡΙΠΡήΡΘΩιΘ§ Βœ÷Ε‘Η÷ΫνΫχ––ΗΏΥΌΓΔΗΏΨΪΕ»ΒΡΕ®≥ΛΦτ«–ΓΘ±ΨΈΡΟη ωΝΥΑϋΟΉά’Ζ…ΦτΩΊ÷ΤΒΡΙΊΦϋΦΦ θΓΘ
ΙΊΦϋ¥ ΘΚΖ…Φτ ΑϋΟΉά’ Η÷ΫνΚα«–
1 Ζ…Φτ”Π”ΟΫι…ή
Ζ…Φτ”Π”Ο”ΎΗ÷ΧζΦ”ΙΛ––“ΒΘ§ «÷Η‘ΎΗ÷ΫνΥΆΝœΙΐ≥Χ÷–«ΐΕ·Φτ«–ΒΕ‘ΥΕ· Βœ÷Η÷≤ΡΒΡΕ®≥ΛΦτ«–ΓΘ“ρΈΣΖ…Φτ‘ΥΕ·‘ΎΦτ«–Ιΐ≥Χ÷–≤Μ–ηΆΘ÷ΙΥΆΝœΘ§≤ΔΡή‘ΎΦ”ΙΛΙΐ≥Χ÷–Ή‘”…–όΗΡΦτΕœ≥ΛΕ»ΚΆΥΆΝœΥΌΕ»Θ§Υυ“‘¥σ¥σΧαΗΏΗ÷ΫνΦτ«–ΒΡΦ”ΙΛ–ß¬ ΓΘ
ΑϋΟΉά’ΧαΙ©»ΪœΒΝ–¥σΙΠ¬ ΖΕΈßΒΡΆ§≤Ϋ/“λ≤ΫΥ≈ΖΰΒγΜζ“‘ΦΑΗΏ–‘ΡήB maXX œΒΝ–Υ≈Ζΰ«ΐΕ·ΤςΓΘB maXXœΒΝ–Υ≈Ζΰ«ΐΕ·Τς”…«ΐΕ·ΦΕPLC ΩΊ÷ΤΘ§ΗΟ«ΐΕ·ΦΕPLC Ά®Ιΐ±≥ΑεΉήœΏ”κΥ≈Ζΰ«ΐΕ·ΤςΩλΥΌΆ§≤Ϋ¥φ»Γ/ΖΟΈ ΐΨίΘ§≤Δ÷ß≥÷IEC 61131-3 Εύ»ΈΈώ Β ±≤ΌΉςœΒΆ≥ΓΘBaumueller ΙΪΥΨΉ®ΈΣΖ…ΦτΓΔ–ΐ«–ΚΆΉΖΦτΒ»”Π”ΟΩΣΖΔΝΥœΒΝ–ΙΠΡήΩιΘ§ΖΫ±ψ Βœ÷’β»ΐάύ”Π”ΟΓΘ
2 œΒΆ≥ΫαΙΙ
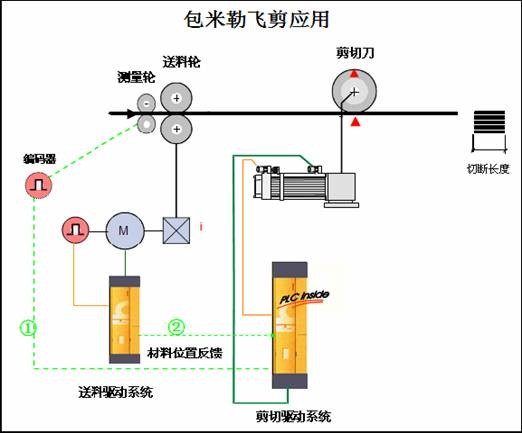
ΆΦ1 ΑϋΟΉά’Ζ…Φτ”Π”ΟœΒΆ≥ΜζΙΙ
ΆΦ1 ΈΣΑϋΟΉά’Ζ…Φτ”Π”ΟΒΡœΒΆ≥ΙΙ≥…ΓΘΤδΥΆΝœΒΞ‘Σ”…ΥΆΝœ«ΐΕ·œΒΆ≥ΩΊ÷ΤΘ§ΗΚ‘πΤΫΈ»Έό¥ρΜ§ΒΡΥΆΝœΘΜΦτ«–ΒΞ‘Σ”…Φτ«–Υ≈ΖΰœΒΆ≥ΩΊ÷ΤΘ§ΥϋΗυΨί…ηΕ®ΒΡ«–Εœ≥ΛΕ»ΚΆΥΆΝœΒΡΥΌΕ»Θ§«ΐΕ·Φτ«–ΒΕΕ‘Η÷ΫνΫχ––Ε®≥ΛΦτ«–ΓΘΥ≈ΖΰœΒΆ≥ΩΊ÷Τ≤Έ ΐ»γ«–Εœ≥ΛΕ»ΓΔΥΆΝœΥΌΕ»Β»”…»ΥΜζΫγΟφ δ»κΘΜ≤ΡΝœΒΡΥΌΕ»ΚΆΈΜ÷Ο”…±ύ¬κΤςΖ¥άΓΒΫΦτ«–«ΐΕ·œΒΆ≥ΓΘ±ύ¬κΤς–≈Κ≈ά¥‘¥Ζ÷ΈΣ±ΜΕ· ΫΚΆ÷ςΕ· ΫΘΚ
±ΜΕ· ΫΘΚ”…Α≤ΉΑ‘Ύ≤βΝΩ¬÷…œΒΡ±ύ¬κΤςΖ¥άΓ≤ΡΝœΥΌΕ»ΚΆΈΜ÷ΟΘΜ
”≈Βψ «≤βΝΩ¬÷”…≤ΡΝœ¥χΕ·–ΐΉΣΘ§Φλ≤β÷ΒΈΣ≤ΡΝœΒΡ ΒΦ ΥΌΕ»ΚΆΈΜ÷ΟΘΜ»±Βψ «–≈Κ≈≤®Ε·Ϋœ¥σΓΘ
÷ςΕ· ΫΘΚ”…ΥΆΝœΒγΜζ±ύ¬κΤςΖ¥άΓ≤ΡΝœΥΌΕ»ΚΆΈΜ÷ΟΘΜ
”≈Βψ «–≈Κ≈ΤΫΈ»Θ§≤®Ε·–ΓΘΜ»±Βψ «Β±≤ΡΝœ”κΥΆΝœ¬÷÷°Φδ¥ρΜ§ ±ΥΆΝœΒγΜζ±ύ¬κΤςΖ¥άΓ–≈Κ≈≤ΜΡήΉΦ»ΖΖ¥”Π≤ΡΝœ ΒΦ ΥΌΕ»ΚΆΈΜ÷ΟΓΘ
3 ΑϋΟΉά’–ΐ«–ΓΔΖ…ΦτΡΘΩι
ΑϋΟΉά’”Ο”ΎΖ…ΦτΒΡ÷ς“ΣΙΠΡήΩι»γœ¬ΘΚ
TM_SyncRot_InitΘΚΗυΨίΩΊ÷Τ“Σ«σ≥θ ΦΜ·–ΐ«–/Ζ…ΦτΙΠΡήΘΜ
TM_SyncCam_InitΘΚ…η÷ΟΆ§≤Ϋ«χΒΡ«ζœΏΘΜ
TM_MasterEncoderΘΚΗυΨί±ύ¬κΤςΖ¥άΓ÷ΒΦΤΥψ≥ω≤ΡΝœΒΡΥΌΕ»ΚΆΈΜ÷ΟΘΜ
TM_SyncRotΘΚΗυΨί≤ΡΝœΒΡΥΌΕ»ΚΆΈΜ÷Ο…ζ≥…Β±«Α÷αΒΡΈΜ÷Ο…ηΕ®÷ΒΚΆΥΌΕ»…ηΕ®÷ΒΘΜ
TM_DriveEncoderΘΚΗυΨίΉΣΥΌ…ηΕ®÷ΒΩΊ÷ΤΒ±«Α÷αΒΡ‘ΥΕ·ΓΘ
¥ΥΆβΘ§ΑϋΟΉά’‘ΎΩΊ÷ΤΦτ«–ΒΕΖ…Φτ‘ΥΕ·ΒΡΜυ¥Γ…œΘ§ΜΙΡή Βœ÷“Μ–©ΧΊ βΒΡΙΛ“’“Σ«σΘ§»γ‘ΎΆ§≤Ϋ«χΦτ«–ΥΌΕ»”κΥΆΝœΥΌΕ»÷°Φδ¥φ‘ΎΙΧΕ®ΒΡ±»άΐΘΜ…ηΕ®Φ”ΦθΥΌ«–ΜΜΒψΘΜΧΉ…Ϊ±ξΦτ«–Β»ΓΘ
4 ‘ΥΕ·ΖΫ Ϋ
Φτ«–ΒΞ‘Σ≤…”ΟΤΪ–Ρ÷αΖΫ Ϋ¥ΪΕ·Θ§≤Δ≤…”ΟΜζ–ΒΆ§≤ΫΕ®ΈΜ÷αΘ§±Θ÷Λ…œœ¬ΝΫΗωΒΕΉυΕ®œρΓΔΆ§ΥΌΓΔΕ®ΈΜΘ§ ΙΦτ«–ΒΕΙΧΕ®ΒΕΉυΉςΜΊΉΣ‘ΥΕ·ΓΘΤδ÷–Φτ«–ΒΕΥΌΕ»ΚΆΥΆΝœΥΌΕ»Ά§≤ΫΒΡ«χ”ρ≥ΤΈΣΆ§≤Ϋ«χΘ§Ά§≤Ϋ«χΡΎ…œœ¬ΒΕ»–“ßΚœΒΡ«χ”ρΈΣΦτ«–«χ”ρΘ§Ά§≤Ϋ«χ÷°ΆβΒΡ‘ΥΕ·«χ”ρ≥Τ÷°ΈΣ≤Ι≥Ξ«χΓΘ
ΑϋΟΉά’Ζ…Φτ”Π”Ο÷–Φτ«–ΒΕ‘ΥΕ·ΙλΦΘΖ÷ΈΣΆ§≤Ϋ«χΚΆ≤Ι≥Ξ«χΘ§Τδ‘ΥΕ·ΖΫ Ϋ“≤Ζ÷ΈΣΆ§≤Ϋ‘ΥΕ·ΚΆ≤Ι≥Ξ‘ΥΕ·ΓΘΆ§≤Ϋ‘ΥΕ·ΈΣΦτ«–ΒγΜζ‘ΎΆ§≤Ϋ«χ”κ≤ΡΝœΥΌΕ»ΚΆΈΜ÷Ο Βœ÷Ά§≤ΫΘ§ΤδΦδ…œΒΕ»–ΚΆœ¬ΒΕ»–“ßΚœΘ§Άξ≥…Ε‘Η÷ΑεΒΡΦτ«–Ιΐ≥ΧΘΜΕχάκΩΣΆ§≤Ϋ«χΚσΘ§ΗυΨί«–Εœ≥ΛΕ»ΒΡ≤ΜΆ§Θ§Φτ«–ΒΕ–η“ΣΦ”ΥΌΜρ’ΏΦθΥΌά¥≤Ι≥ΞΘ§“‘ ”Ο≤ΜΆ§ΒΡ«–Εœ≥ΛΕ»Θ§Φ¥ΈΣ≤Ι≥Ξ‘ΥΕ·ΓΘΗυΨί«–Εœ≥ΛΕ»ΒΡ≤ΜΆ§Θ§”–»ΐ÷÷≤ΜΆ§ΒΡ≤Ι≥Ξ‘ΥΕ·ΖΫ ΫΘΚ
1) ≥ΛΝœ«–Εœ
ΦτΕœ≥Λ¥σ”ΎΝΫ±ΕΒΕ»–÷ή≥Λ«ιΩωœ¬Θ§‘ΎΦτ«–÷ήΤΎ÷–ΒΕ»–‘ΎΦτΕœΕ·ΉςΆξ≥…ΚσΦθΥΌ≤ΔΆΘ÷Ι‘Ύ…ηΕ®ΒψΘ§»ΜΚσΦ”ΥΌΫχ»κΆ§≤Ϋ«χΓΘ
2) ÷–Νœ«–Εœ
ΦτΕœ≥Λ¥σ”ΎΒΕ»–÷ή≥ΛΒΪ–Γ”ΎΝΫ±ΕΒΕ»–÷ή≥Λ«ιΩωœ¬Θ§ΦτΕœΕ·ΉςΆξ≥…ΚσΦθΥΌΒΪ≤ΜΆΘ÷Ι‘Ύ…ηΕ®ΒψΘ§Ιΐ…ηΕ®ΒψΦ”ΥΌΫχ»κœ¬“Μ¥ΈΦτ«–ΓΘ
3) ΕΧΝœ«–Εœ
ΦτΕœ≥Λ–Γ”ΎΒΕ»–÷ή≥Λ«ιΩωœ¬Θ§ΦτΕœΕ·Ής“ΜΒ©Άξ≥…¬μ…œΦ”ΥΌΒΫ…ηΕ®ΒψΘ§»ΜΚσΦθΥΌΫχ»κœ¬“Μ¥ΈΦτΕœΓΘ
5 ‘ΎΖ…ΦτœνΡΩ…œΒΡ”Π”Ο
Β±Έ¥…η÷ΟΆ§≤Ϋ«χΗΫΦ”«ζœΏ ±Θ§Φτ«–ΒΕΒΡΡ§»œ‘ΥΕ·ΖΫ ΫΈΣ–ΐ«–Θ§Φτ«–ΒΕ‘ΎΆ§≤Ϋ‘ΥΕ· ±Φτ«–ΒΕΉΣΥΌΚΆΥΆΝœΥΌΕ»“Μ÷¬Θ§‘Ύ÷–Νœ«–Εœ ±ΒΡ«ζœΏ Β≤β»γœ¬ΘΚ
ΆΦ2 –ΐ«–‘ΥΕ·«ζœΏ
ΒΪ «Ε‘”ΎΗ÷ΫνΦτ«–Θ§ΦΌ»γΦτ«–ΒΕ‘ΎΆ§≤Ϋ‘ΥΕ· ±Φτ«–ΒΕΉΣΥΌΚΆΥΆΝœΥΌΕ»“Μ÷¬Θ§‘ρ‘ΎΦτ«– ±Φτ«–ΒΕ‘ΎΥΆΝœΖΫœρ…œΒΡΖ÷ΝΩ”κΥΆΝœΥΌΕ»≤Μ“Μ÷¬Θ§ΫΪΜα‘λ≥…Ε¬ΉΓΗ÷ΫνΜρ’ΏΆœΉßΗ÷ΫνΒΡ«ιΩωΘ§Υυ“‘«–ΗνΗ÷Ϋν ±–η“ΣΦτ«–ΒΕΥΌΕ»‘ΎΥΆΝœΖΫœρΒΡΖ÷ΝΩΚΆΥΆΝœΥΌΕ»‘ΎΆ§≤Ϋ«χ“Μ÷¬ΓΘ’β ±–η“Σ‘ΎΆ§≤Ϋ«χΗΫΦ”“ΜΕΈ«ζœΏά¥ Βœ÷…œ ωΙΠΡήΓΘ
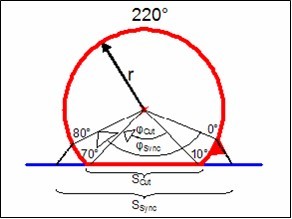
Ά§≤Ϋ«χ‘ΥΕ·ΒΡ ΐ―ßΡΘ–Ά»γΆΦ3Θ§Τδ÷–r= 60mmΘ® r ΈΣΤΪ–Ρ÷αΑκΨΕΘ©Θ§ ϕ sync =80ΓψΘ®0ΓψΓΪ80ΓψΈΣΆ§≤Ϋ«χΘ©Θ§ϕ cut = 60ΓψΘ®10ΓψΓΪ70ΓψΈΣΦτ«–«χ”ρΘ©Θ§Ά§≤Ϋ«χ÷°ΆβΒΡ«χ”ρΈΣ≤Ι≥Ξ«χΓΘ’βάοΆ§≤Ϋ«χ¥σ”ΎΦτ«–«χ”ρΘ§ «“ρΈΣ–η“Σ”–“ΜΕ®Ψύάκά¥ΤΫΜ§ΥΌΕ»ΒΡ±δΜ·Θ§Ζώ‘ρΜα‘λ≥…Ϋœ¥σΒΡΜζ–Β≥εΜςΓΘ
ΆΦ3 Ά§≤Ϋ«χ‘ΥΕ·ΡΘ–Ά
≤ΡΝœ‘ΎΆ§≤Ϋ ±‘ΥΕ·ΒΡ≥ΛΕ»ΘΚ Ssync=2rsin()=77.135mm (1.1)
≤ΡΝœ‘ΎΦτ«– ±‘ΥΕ·ΒΡ≥ΛΕ»ΘΚ Scut=2rsin()=77.135mm (1.2)
…ηΕ®≤ΡΝœΫχ»κΆ§≤Ϋ«χΒΡΈΜ÷ΟΈΣ‘≠ΒψΘ§‘ρΘΚ
Φτ«–Τπ ΦΈΜ÷ΟΘΚ xOcut= = 8.567mm (1.3)
Φτ«–Ϋα χΈΜ÷ΟΘΚ x1cut =Ssync−x0cut=68.567mm (1.4)
Ω…ΒΟΙΊœΒ ΫΘΚ a(x)=arcsin()+ (8.567 Γή x Γή 68.567)(1.5)
Τδ÷– ΠΝ(x)Θ≠Φτ«–ΒΕ‘ΎΆ§≤Ϋ«χΒΡΫ«Ε»ΘΜ
x Θ≠≤ΡΝœ‘ΎΆ§≤Ϋ«χΒΡΈΜ÷ΟΘΜ
r Θ≠Φτ«–ΒΕΑκΨΕΘΜ
ΥΌΕ»ΙΊœΒ ΫΘΚ = (8.567 Γή x Γή 68.567) (1.6)
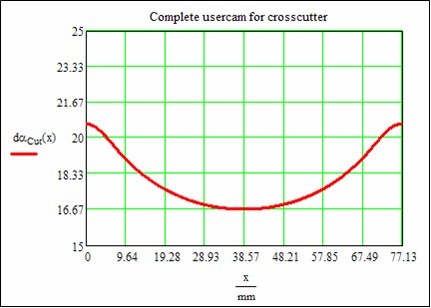
ΈΣΝΥ»ΟΦτ«–ΒΕ Βœ÷ΤΫΜ§ΒΡΦ”ΦθΥΌ‘ΥΕ·Θ§‘ΎΆ§≤Ϋ«χΒΡ0ΓψΓΪ10ΓψΓΔ70ΓψΓΪ80ΓψΗςΗΫΦ”“ΜΕΈΙΐΕ…«ζœΏΘ§“‘ ΙΥΌΕ»ΤΫΜ§ΙΐΕ…Θ§Φθ–ΓΜζ–Β≥εΜςΘ§ΗΫΦ”ΙΐΕ…«ζœΏΚσΒΡΆ§≤Ϋ«χΦτ«–ΒΕΥΌΕ»«ζœΏ»γœ¬ΘΚ
ΆΦ4 Ά§≤Ϋ«χ‘ΥΕ·«ζœΏ
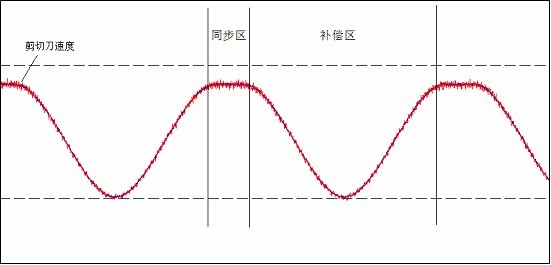
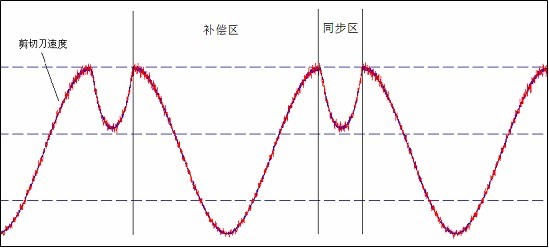
ΧμΦ”Ά§≤Ϋ«χ«ζœΏΚσΘ§‘Ύ÷–ΝœΦτ«– ±Άξ’ϊΒΡΦτ«–ΒΕΥΌΕ»«ζœΏ Β≤β»γΆΦ5 Υυ ΨΘ§ΗΟ‘ΥΕ·«ζœΏΡήΆξ»Ϊ¬ζΉψΖ…Φτ‘ΥΕ·ΩΊ÷Τ–η«σΘ§«“Μζ–Β≥εΜς–ΓΘ§ΩΊ÷ΤΨΪΕ»ΗΏΓΘ
ΆΦ5 Ζ…Φτ‘ΥΕ·«ζœΏ
5 Ϋα¬έ
Ψ≠Ιΐ≤β ‘‘Υ––Θ§Μζ¥≤‘Υ––Ή¥Χ§’ΐ≥ΘΈ»Ε®Θ§Φτ«–ΩΎΤΫ’ϊΘ§‘Ύ≤ΜΆ§ΒΡΦτ«–≥ΛΕ»ΚΆΗΏΥΌΥΆΝœ ±ΕΦ¥οΒΫΝΥΝΦΚΟΒΡΨΪΕ»Θ§¥σ¥σΧαΗΏΝΥΩΆΜßΒΡ…ζ≤ζ–ß“φΓΘ
≤ΈΩΦΈΡœΉΘΚ
[1] ΑϋΟΉά’Ζ…ΦτΙΠΡήΥΒΟς ι.ΑϋΟΉά’ΙΪΥΨ.2005,9.
[2] Ηπ―”Ϋρ,ΗΏΖε,≥¬ΕΑ.Ζ…ΦτΥΌΕ»ΜυΉΦΒΡ―–ΨΩ.ΕΪ±±¥σ―ß―ß±®(Ή‘»ΜΩΤ―ßΑφ),2003,12.
[3] ≥Θ–¬”ν,Άθ»π,’‘–ώ.–¬–ΆΗ÷Αε«–ΗνΒΡΖ…ΦτΦΦ θΩΣΖΔ.ΜζΒγ≤ζΤΖΩΣΖΔ”κ¥¥–¬.2006,5.