西门子6AV6381-2BQ07-3AV0 西门子6AV6381-2BQ07-3AV0 
数控机床作为自动化控制设备,是在自动控制下进行工作的,数控机床所受控制可分为两类:
一类是最终实现对各坐标轴运动进行的“数字控制”。如:对CNC车床X轴和Z轴,CNC铣床X轴,Y轴和Z轴的移动距离,各轴运行的插补、补偿等的控制即为“数字控制”。
另一类是“顺序控制”。对数控机床来说,“顺序控制”是在数控机床运行过程中,以CNC内部和机床各行程开关、传感器、按钮、继电器等的开关量信号状态为条件,并按照预先规定的逻辑顺序对诸如主轴的起停、换向,刀具的更换,工件的夹紧、松开,液压、冷却、润滑系统的运行等进行的控制。与“数字控制”比较,“顺序控制”的信息主要是开关量信号。 可编程控制器(PLC)具有如下特点 (1) PLC是一种专用于工业顺序控制的微机系统。 (2) PLC是专为在恶劣的工业环境下使用而设计的,所以具有很强的抗干扰能力。 (3) 结构紧凑、体积小,很容易装入机床内部或电气箱内,便于实现动作复杂的控制逻辑和数控机床的机电一体化。 (4) 采用梯形图编程方式。 (5) PLC可与编程器、个人计算机等连接,可以很方便地实现程序的显示、编辑、诊断、存储和传送等操作。 PLC的产品很多,型号规格也不统一,可以从结构、原理、规模等方面分类。从数控机床应用的角度分,可编程控制器可分为两类:一类是CNC的生产厂家将数控装置(CNC)和PLC综合起来而设计的“内装型”(Build―inType)PLC;另一类是专业的PLC生产厂家的产品,它们的输入/输出信号接口技术规范、输入/输出点数、程序存储容量以及运算和控制功能均能满足数控机床的控制要求,称为“独立型”(Sand―alone Type)PLC。 所谓程序编制,就是用户根据控制对象的要求,利用PLC厂家提供的程序编制语言,将一个控制要求描述出来的过程。PLC最常用的编程语言是梯形图语言和指令语句表语言,且两者常常联合使用。 1) 梯形图(语言) 梯形图是一种从继电接触控制电路图演变而来的图形语言。它是借助类似于继电器的动合、动断触点、线圈以及串、并联等术语和符号,根据控制要求联接而成的表示PLC输入和输出之间逻辑关系的图形,直观易懂。   梯形图中常用 图形符号分别表示PLC编程元件的动合和动断触点; 梯形图中常用 图形符号分别表示PLC编程元件的动合和动断触点;
 用 ( ) 表示它们的线圈。梯形图中编程元件的种类用图形符号及标注的字母或数加以区别。触点和线圈等组成的独立电路称为网络,用编程软件生成的梯形图和语句表程序中有网络编号,允许以网络为单位给梯形图加注释。 用 ( ) 表示它们的线圈。梯形图中编程元件的种类用图形符号及标注的字母或数加以区别。触点和线圈等组成的独立电路称为网络,用编程软件生成的梯形图和语句表程序中有网络编号,允许以网络为单位给梯形图加注释。
梯形图的设计应注意到以下三点: ①梯形图按从左到右、自上而下地顺序排列。每一逻辑行(或称梯级)起始于左母线,然后是触点的串、并联接,最后是线圈。 ②梯形图中每个梯级流过的不是物理电流,而是“概念电流”,从左流向右,其两端没有电源。这个“概念电流”只是用来形象地描述用户程序执行中应满足线圈接通的条件。 ③输入寄存器用于接收外部输入信号,而不能由PLC内部其它继电器的触点来驱动。因此,梯形图中只出现输入寄存器的触点,而不出现其线圈。输出寄存器则输出程序执行结果给外部输出设备,当梯形图中的输出寄存器线圈得电时,就有信号输出,但不是直接驱动输出设备,而要通过输出接口的继电器、晶体管或晶闸管才能实现。输出寄存器的触点也可供内部编程使用。 2)指令语句表 指令语句表是一种用指令助记符来编制PLC程序的语言,它类似于计算机的汇编语言,但比汇编语言易懂易学,若干条指令组成的程序就是指令语句表。一条指令语句是由步序、指令语和作用器件编号三部分组成。 下例为PLC实现三相鼠笼电动机起/停控制的两种编程语言的表示方法: 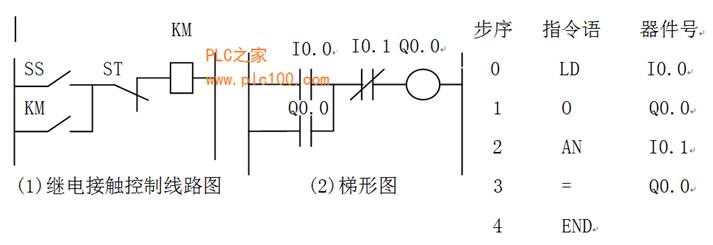
|

